Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.
Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.
Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Рекомендуем ознакомиться: Способы и цели использования заглушки на канализационную трубу
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.
Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Гнем трубу болгаркой и сваркой
Честно говоря, это очень спорный метод, но его просто необходимо озвучить. По сути, при его использовании тратится много сил, так как вы делаете двойную работу. Тем более, если необходимо согнуть много труб, то тратятся и деньги, ведь электроэнергия сегодня очень дорогая, а для работы болгарки и сварочного аппарата ее необходимо немало.
Метод заключается в том, что на месте сгиба трубы делается несколько надрезов, за счет чего она теряет прочность. Далее, даже вручную, труба сгибается, а разрезы завариваются сваркой. Конечно, способ применим в зависимости от необходимости радиуса и первоначальных параметров изделия, но если есть возможность, то лучше использовать другие, более простые и быстрые методы.
Гнем трубы из пластика
Трубы из пластика сложно поддаются гибке. Отсутствие прогрева однозначно приводит к заломам и разрывам, поэтому не обойтись без строительного фена. Перед работой тщательно изучите внутреннее строение трубы, толщину стенок, их прочность. Из толстой фанеры или ДСП изготовьте шаблон, выпилив электролобзиком изгиб желаемой формы. После этого аккуратно прогревая пластик феном пробуйте возможность изгиба. Следите за прилагаемыми усилиями. При работе с таким податливым материалом гибку необходимо осуществлять постепенно, неспеша.

При получении изгиба не рекомендуется использовать пластиковые детали в системах с высоким давлением, так как уменьшение толщины стенок из-за текучести материала чревато прорывом.

Когда необходима пружина для металлопластиковых труб
Технологии развиваются, открывая новые и эффективные решения в строительной отрасли. Также взамен тяжелых неповоротливых чугунных труб стали использоваться металлопластиковые трубы.
Применение металлопластика позволяет увеличить срок службы конструкции (по сравнению с металлом). Некоторые производители труб гарантируют, что срок службы их изделий составит не меньше 100 лет. Основой для подобных изделий служит полиэтиленовый слой, способный сохранять свои первоначальные свойства долгое время.
При изготовлении пластиковой оболочки используются два типа материала: сшитый полиэтилен (РЕХ) и полиэтилен повышенной термостойкости (РЕ-RT).
Структура материала первого типа представляет собой отдельные молекулы этилена, соединенные с помощью дополнительных цепочек, образованных в результате воздействия на изначальное сырье катализатора. Тип применяемого катализатора определяет метод сшивки полиэтилена, согласно которому материал может быть:
- РЕХ-а – сшитый пероксидами;
- РЕХ-б – сшитый силаном;
- РЕХ-с – сшитый заряженными частицами;
- РЕХ-d – сшитый азотом.
Каждый из этих способов сшивки позволяет получить различное количество соединенных молекул (процент сшивки), от этого зависит прочность и пластичность итогового изделия. Оптимальный вариант – это изделия из полиэтилена PEX-b, имеющего 60 % сшивки. Такой полиэтилен обладает высокой прочностью и устойчив к образованию трещин, а также хорошо сгибается.

Металлопластиковые трубы из полиэтилена PE-RT имеют повышенную термоустойчивость и большую пиковую температуру (+125 °С, в то время как у труб PEX – +110 °С). При такой температуре изделия не деформируются, но эластичность термостойкого полиэтилена намного ниже (он не гнется), а значит, для угловых соединений следует применять специальные тройники.
Полиэтилен не подвержен влиянию большинства разлагающих химических веществ. По металлопластиковым трубопроводам возможна транспортировка практически любого вещества.
Когда ремонт проходит в соответствии с дизайнерским проектом, то может возникнуть необходимость изменять конфигурацию пластиковой трубы любого сечения. В этом случае мастер задается вопросом, как согнуть металлопластиковую трубу под требуемым углом и при этом сохранить ее в целости (без каких-либо внутренних и внешних повреждений).
Труба из металлопластика обычно выглядит как монолитный отрез из ПВХ, внутри которого находится армирующая прослойка. По этой причине при растяжении верхнего пластикового слоя сгиб металла внутри трубы может привести к его растрескиванию. Но чтобы не приобретать дополнительные расходные материалы, проще создать необходимый изгиб самостоятельно.









Для работы с подобным материалом нет необходимости покупать дорогостоящие приспособления и оборудование, без которого не обходится резка, пайка, сварка и сгибание стальных труб. Для работы с металлопластиком необходимы только специальные ножницы подходящего размера и разводной или рожковый ключ.
Для того чтобы загнуть трубу под необходимым углом, вам нужна пружина для гибки металлопластиковых труб. Она изготавливается из стали и покрывается кадмием. Специальная форма этой пружины придает ей особые свойства – при сжатии деформация сведена к минимуму, а значит, и срок службы будет продолжительным.

Для создания водопроводных и отопительных систем из металлопластика не нужны специальные знания и умения, поэтому монтировать их могут люди, умеющие работать с обычным слесарным инструментом, а навыки приобретаются в процессе работы. Конструкции с легкостью принимают требуемые формы, независимо от места прокладки (поверхность, профиль или направляющая).
Читайте материал по теме: Металлопластиковые трубы оптом
Дополнительные способы сгибания
Разогрев трубы строительным феном и засыпание песка могут использоваться как самостоятельные или дополнительные способы при сгибании трубы. Они позволяют ускорить процесс изгиба при ручном методе и выполнить операцию за один подход.
Разогрев строительным феном осуществляется так:
- Трубопровод равномерно нагревается потоком теплого воздуха со всех сторон.
- Одним движением выполняется изгиб на необходимый радиус.
Вместо строительного фена для разогрева можно приспособить обычную паяльную лампу.

Метод с засыпанием песка предполагает:
- Закрыть одно из отверстий трубы.
- Аккуратно засыпать песок внутрь изделия.
- Выполнить изгиб необходимого радиуса.
Металлопластиковые трубы обладают разной жесткостью, поэтому требуют различных усилий для сгибания. Если для одних изделий достаточно простого ручного изгиба, то другие лучше заранее разогреть строительным феном или паяльной лампой. Выяснить степень жесткости можно, выполнив пробный изгиб на небольшом участке трубопровода.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
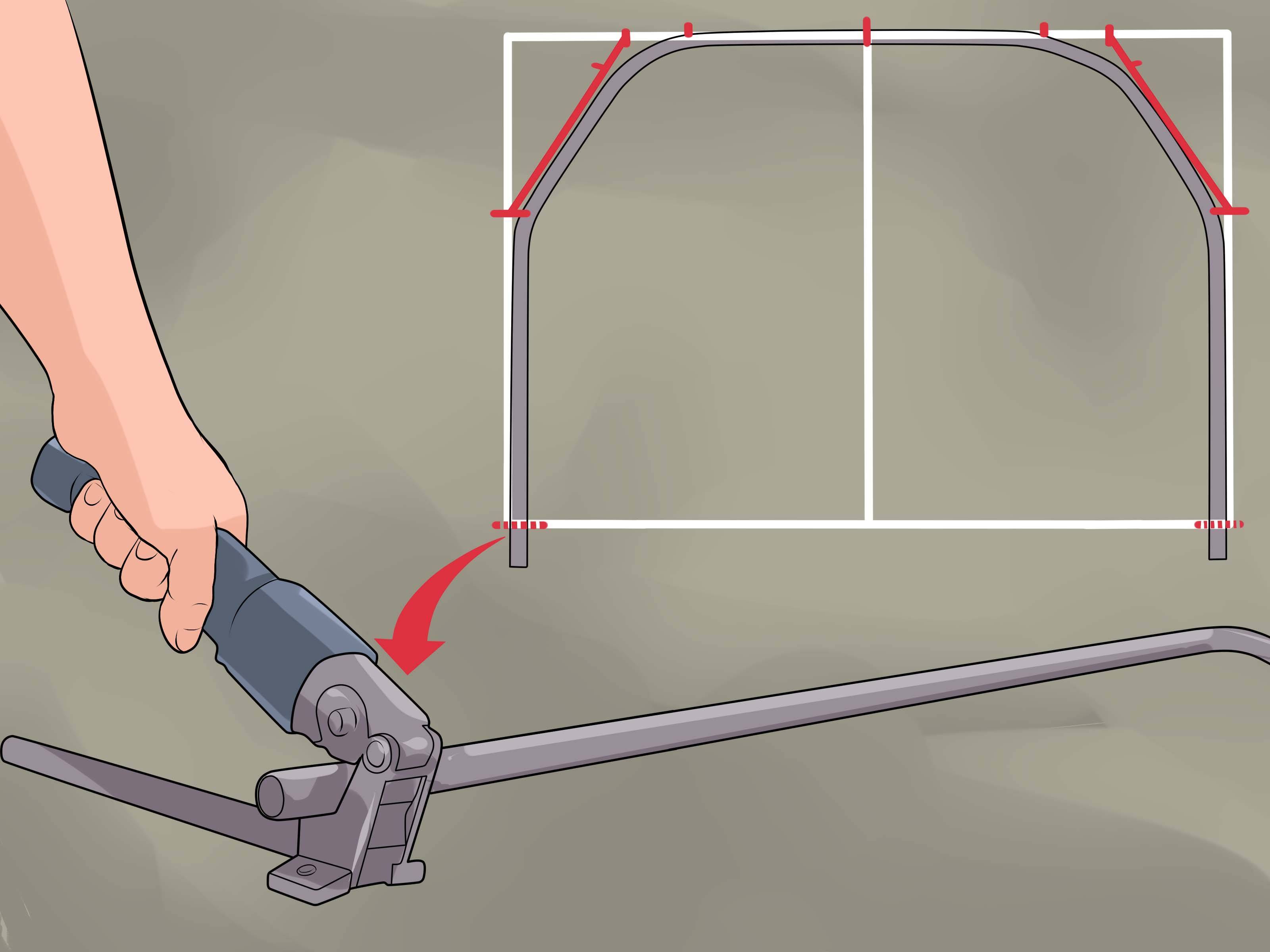
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
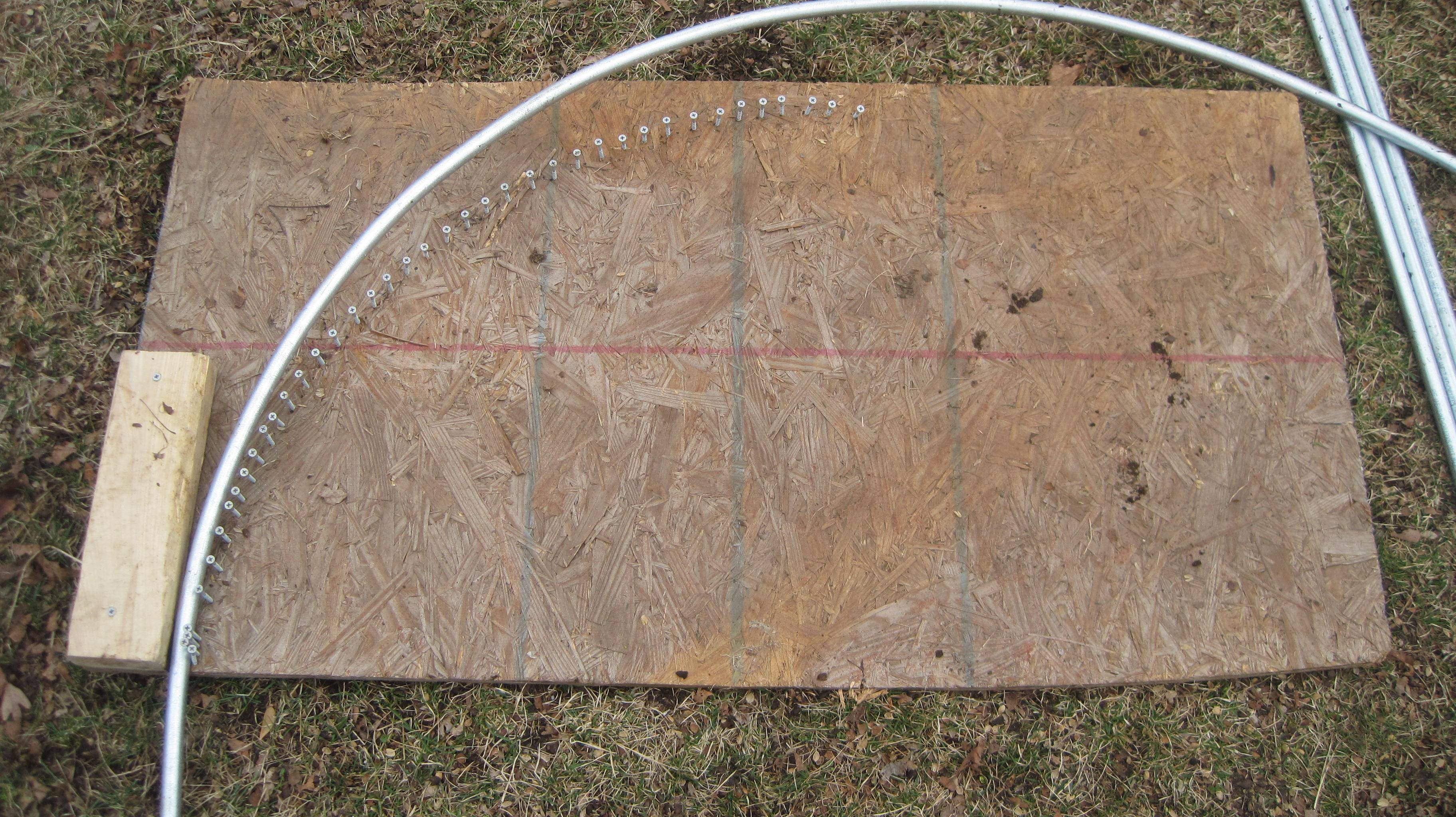
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Сгибание труб вручную
Наиболее простой и распространенный метод сгибания выполняется вручную. Все, что требуется от мастера – немного ловкости рук. Процесс видоизменения изделия выглядит так:
- Аккуратно выполнить сгиб так, чтобы получившийся радиус составил не более 20˚.
- Отступить на 1 см от места изгиба и согнуть металлопластиковую трубу еще немного.
- Выполнить до 15 таких мини изгибов, чтобы повернуть изделие на 180 .
- При необходимости снова выпрямить трубу, разравнивать ее следует исключительно в обратном порядке.
Главное правило в ручном способе – плавность и неторопливость движений. Не следует стремиться согнуть изделие за один приём. Резкие движения могут спровоцировать повреждения.
Гибка вручную эффективна при работе с изделиями до 20 мм толщины. Более толстые изделия видоизменять вручную проблематично. Способ подходит для обработки труб заводской изоляции. Они удобны для установки и не нуждаются в дополнительном изолировании.









Материал разной толщины и жесткости гнется по-разному, поэтому лучше потренироваться перед началом работы. Для тренировок можно использовать метровые отрезки.
Сгибание труб трубогибом
Трубогиб – это ручной станок в виде пружины, которая обеспечивает аккуратное и безопасное сгибание металлопластиковой трубы на радиус до 180˚. Она эффективно работает с изделиями от 5 до 500 мм и может применяться для больших объемов работ.
Различают четыре типа станков, с помощью которых можно согнуть металлопластиковую трубу:
- ручная пружина (мобильная, может использоваться в домашних условиях);
- гидравлическая пружина (работает с изделиями до 120 мм). Она выдерживает механические удары и большие нагрузки, так как имеет упрочненный корпус. В комбинации с насосом обеспечивает высокую продуктивность работы;
- электрическая пружина с программным управлением;
- электрогидравлические аккумуляторные прессы.
Ручная пружина работает с металлопластиком от 5 до 125 мм. Она характеризуется минимальным весом – всего 10-50 килограммов. С ее помощью можно видоизменять материал всего лишь одной рукой.
Гибка металлопластиковой трубы трубогибом
Порядок сгибания металлопластика:
- Вставить станок в трубу. Наружный тип пружины используется, если планируется работать с длинной трубой и выполнить множество изгибов по всей ее длине. Внутренний тип эффективен, если выполнение изгиба осуществляется по краю трубы.
- Согнуть изделие. Сгибание происходит легкими аккуратными движениями. Однократный изгиб должен иметь радиус не более 20˚.
- Извлечь пружину.
Использование песка и фена для сгиба
Песок – это простой, доступный материал, который позволит добиться аккуратного изгиба металлопластиковой трубы в домашних условиях, без помощи громоздких и дорогих инструментов.
Работа с песком включает всего лишь три этапа:
- Одно из отверстий трубы необходимо плотно закрыть.
- Заполнить изделие просеянным песком.
- Медленно согнуть трубу до нужного радиуса.
Песок хорош тем, что он заполняет всю полость изделия равномерно, поэтому никаких дефектов во время работы с ним возникнуть не должно.
Гибка трубы с помощью фена
Фен позволяет не только согнуть ровную трубу, но и исправить дефект старой. Перед тем, как согнуть металлопластиковую трубу, необходимо немного разогреть ее. Главное — не перегреть изделие, чтобы оно не потеряло форму. Основное правило при работе с феном такое же, как и у других способов – выполнять движения максимально плавно.
Расчет радиуса изгиба
Правильный расчет радиуса зависит от диаметра изделия. В примере дана методика расчета для сечения 1.6 см.
Чтобы изгиб получился ровным, необходимо получить 1/2 окружности. Если диаметр изделия равен 1.6 см, то его радиус будет 80 мм. Для расчета отправных точек правильного изгиба необходимо воспользоваться формулой C = 2πR/4, в которой:
- С – размер отрезка, на котором нужно выполнить изгиб;
- π – значение пи = 3.14;
- R — радиус.
Подставив известные значения, получаем длину участка, достаточную для выполнения изгиба 2*3,14*80 мм /4= 125 мм.
Затем нужно перенести полученное значение на изделие и выбрать его середину, которая будет равной 62.5 мм. Центр отрезка составит середину изгиба. Затем берется капроновая бечевка, которой измеряется заглубление отправки.
Для этого следует привязать к отправке бечевку и запустить ее на необходимое расстояние внутрь изделия. Бечевкой также выполняется извлечение кондуктора после завершения работ.
Далее требуется плавно загнуть изделие, начиная от середины отмеченного отрезка и извлечь оправку. Следует одновременно пользоваться и внешней, и внутренней оправкой, чтобы предотвратить образование деформации на сгибах. После завершения описанных манипуляций материал готов к монтажу.
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.
Полуавтоматический трубогиб СЕ-51 серии MASTER
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X — гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов — Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Способы сгибания медной трубы
Для ручного сгибания трубы, выполненной из любого металла, всегда используется высокая температура. Металлическую поверхность нагревают с помощью газовой горелки или паяльной лампы в месте сгиба
После достижения требуемой температуры трубе можно осторожно придать нужную форму, осторожно согнув под необходимым углом
Рекомендуем ознакомиться: Как соорудить стеллаж из металлической профильной трубы
С помощью пружины
Простая металлическая пружина – самый простой способ согнуть трубу в домашних условиях. Для этого требуется прочная пружина из стали, чей внутренний диаметр совпадает с сечением трубы.









Сгибание трубы происходит следующим способом:
- пружина надевается поверх;
- труба прогревается полностью или частично с помощью горелки;
- после нагрева металл можно сгибать физическим усилием;
- когда она примет нужную форму, необходимо дать ей остыть.
С помощью песка
Еще один способ согнуть медный трубопрокат – с помощью песка. В этом случае также придется нагревать трубу в области сгиба. Песок, как и пружина, служит для сохранения формы изделия во время деформации.
Он предотвращает неравномерное перераспределение структуры металла и не дает трубке сломаться в случае превышения физического усилия. С помощью песка трубу сгибают так:
один конец закрывается заглушкой или пробкой;
в полость изделия насыпается чистый и сухой песок;
другой конец закрывается пробкой;
в точке сгиба металл нагревается газовой горелкой;
внешний конец прижимается к опоре (столу, стене);
другой конец осторожно загибается под нужным углом.
Придавая трубе необходимую форму, нужно дать ей остыть, после чего можно удалить заглушки и высыпать песок. Во время заполнения трубы сыпучим материалом нужно периодически встряхивать и постукивать ей по столу, чтобы песок равномерно распределился в полости трубы.
Рекомендуем ознакомиться: Как навсегда избавиться от появления конденсата в вентиляционной трубе?
С помощью трубогиба
Для профессиональной гибки трубы под любым углом используется специальный трубогиб. Это ручное, гидравлическое/пневматическое или электрическое устройство, оснащенное специальными вальцами, сменными насадками и зажимами, позволяющими работать с трубами любого диаметра.
Ручные трубогибы – самый простой и доступный способ профессиональной гибки, который можно использовать в домашних условиях. Преимущества ручного устройства – мобильность и небольшой вес, такой трубогиб не занимает много места в гараже или в кладовой. Недостаток у него один – необходимость прикладывать значительное физическое усилие, из-за чего с его помощью можно гнуть относительно тонкие трубы.
Гидравлические и пневматические трубогибы не требуют применения силы со стороны исполнителя, позволяя гнуть трубы любого диаметра. Недостаток у механических устройств – более высокая цена и большие габариты. Не каждый может позволить себе покупку профессионального оборудования, особенно когда работа срочная.
Электрический трубогиб, который отличается максимальной производительностью, обычно применяется в промышленных условиях. Принцип его работы тот же, что и у ручного инструмента, но с помощью электрического трубогиба можно более точно настраивать угол сгиба.
Для разовых работ покупать сложное и дорогостоящее электрооборудование нецелесообразно. Если есть необходимость сгибать толстые медные трубы, можно поискать предложения по аренде в интернете.
Как согнуть трубу в спираль
Описанные выше способы гибки труб подходят для относительно простых задач: согнуть трубу под углом от 30 до 90 градусов. Иногда требуется выполнить более сложную работу, например, придать трубе форму спирали для дизайнерского проекта системы отопления и других нестандартных задач. Сделать это вручную несложно, но это более трудоемкий и длительный процесс, требующий аккуратности.
Проще всего согнуть в спираль с помощью заготовки цилиндрической формы. Для гибки также требуется заполнить полость трубопроката песком и закрыть с обоих концов заглушками. Один конец медной трубки фиксируется между прочной вертикальной опорой и цилиндрической заготовкой, а область гибки прогревается горелкой.
Рекомендуем ознакомиться: Как устроен водопроводный вентиль и особенности его ремонта
После достижения требуемой температуры внешний конец трубы заводится в одну или другую сторону с помощью мускульной силы. Шаг между секциями спирали необходимо контролировать, легонько постукивая по трубе резиновым молотком.
Особенности ручной гибки алюминиевых труб
Как согнуть алюминиевую трубу самостоятельно, когда приобретение дорогостоящего специализированного станка нецелесообразно? Гибка трубы в домашних условиях может быть выполнена и без трубогиба, если воспользоваться следующими рекомендациями:
- Для повышения пластичности металла и снижения нагрузок при гибке заготовку в зоне гиба подогревают, используя обычную газовую горелку. Исключение составляет анодированный алюминий. Критерием готовности заготовки к деформированию служит температура ее поверхности: бумага, расположенная на ней, задымит или воспламенится. Следует помнить, что при превышении температуры более 120…1400С в многокомпонентных сплавах (например, АМг) могут начаться структурные превращения. После нагрева немедленно приступают к гибке.
- Для деформации подойдет шаблон из трубы того же радиуса гиба. Можно изготовить его и из древесины, предварительно пропитанной креозотом. На него накладывается и тщательно фиксируется исходная трубчатая заготовка. После этого целенаправленными ударами резиновой киянки трубе придают необходимый угол. При необходимости процесс повторяют.
- При гибке труб диаметром до 15…20 мм на наружный диаметр заготовки надевают стальную пружину, а затем, используя вставленный в торец заготовки стальной прут, производят обжим материала по шаблону или фиксатору.
- Вместо песка, в качестве заполняющей среды, можно использовать и воду, однако такой способ более сложен с точки зрения практической реализации, особенно при гибке трубы в домашних условиях.